Rob R
-
Posts
252 -
Joined
-
Last visited
-
Days Won
3
2 Followers


Rob R's Achievements
")





-
"Voiding the Warranty" - Mol's experiments in 21mm gauge
Rob R replied to Mol_PMB's topic in Irish Models
Paul, Glad the containers passed your QC controls. When I get a chance I'll post the printy specs for them in the 3d printing thread. Let me know when the CIE containers are ready to print. R -
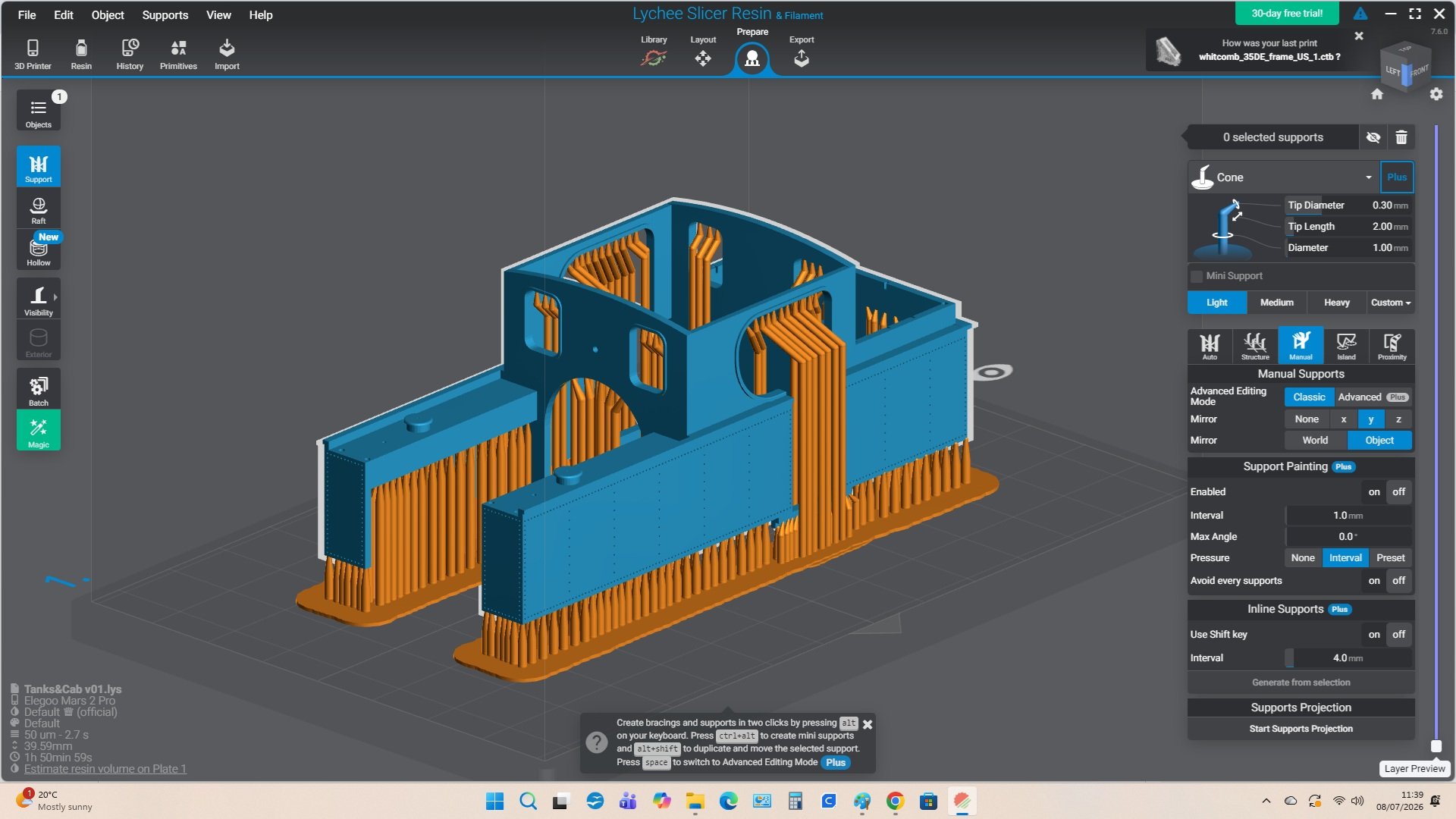
Could you post a screenshot of the supported file?
-
Could these be re-posted in the "Resources" section? It would make them much easier to find in the future.
-
John, 4mm vans print ok in resin, photo on the 3dp thread. Not yet tried printing with w irons etc Pm me if you want any. Rob
-
Been there, done that, still doing it......
-
I suggest that an empty beer can is best........... Paul, A nice little 3d CAD starter project for you?
-
Don't thicken it. Put a chamfer on the bottom of the inner tank (inside the tank) so there isn't a sudden change in CSA.
-
A quick squirt of primer. There is a crease in both sides where the cross sectional area changes at the start of the tank inner. Printing at an angle should sort that but may introduce other issues. The rivets are superb. Thank you Maitland

-
Just drippng...
-
My bad. Accelerations are on the FDM set up.... Lift and retract speeds are the beasties. Usually found in the Resin set up page of your chosen slicer. Also not all slicers are equal. The slower they are, the lower the forces on the print. Downside is increase print time. A fine balance.
-
Thanks for posting the latest files. I'll have a play later. R
-
Supports. Think of resin printing more akin to growing crystals (copper sulphate in O level chemistry?). You need somewhere to start growing it from but that some where has to be strong enough to resist all the peeling and suction forces. I usually use a good curtain of medium supports, sometimes with the odd heavy or 2 to beef it up and light supports for the delicate details, bridges etc. As you can see, things the size of rivets are not supported. There are some really good youtubes on supports, explaining it much better that I can and from first principles. Have a browse. R ps.The file in the screenshot 119% bigger than yours....
-
Don't worry about the vertical lines, I suspect they will vanish under the first coat of paint. Too late on the latest version of the Sligo tank, it's now printing but it is only 21p worth of resin....... 3dp can be incredibly frustrating but eventually the stars will align and you will be grinning like a Cheshire Cat. Wash that van print and squirt some primer on it, it is surprising what vanishes and what shows up..
-
Don't rely on the "auto generated "supports being right. For the world of fantasy miniatures they work great. For model railways, full of straight lines, right angles and smooth flat surfaces they are a starting guide at best. Off to play with the Sligo tank now. I was resisting but..........
-
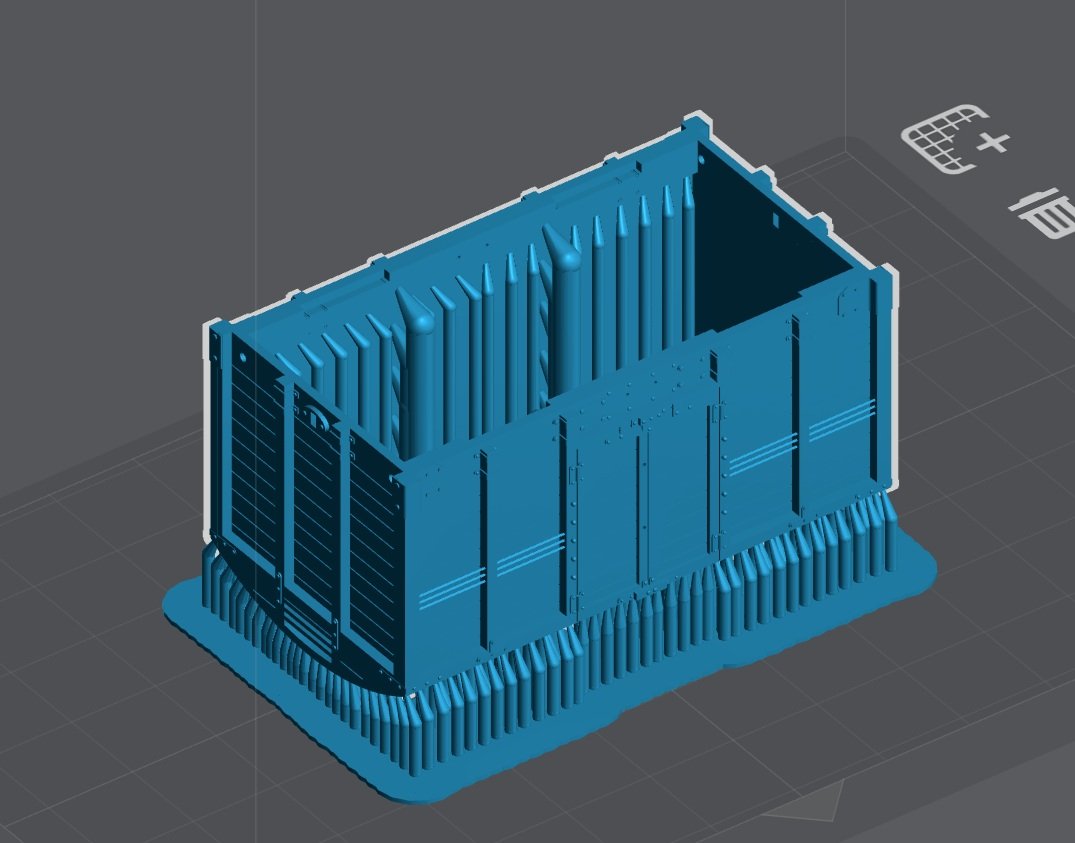
This is how I have supported the 4mm version of the MGWR 7t van for printing on my Elegoo Mars 2pro and hopefully the supported .stl is attached as well. 4 MGWR 7 ton van body V0.5 supported.stl