murrayec
-
Posts
2,737 -
Joined
-
Last visited
-
Days Won
70
Content Type
Profiles
Forums
Events
Gallery
Blogs
Community Map
Everything posted by murrayec
-
December Fair date;-

-
Hi Dan 1.) A few possibilities here;- 2.) That would depend on what stock you start with- some have wide enough W irons that allow 21mm and some don't, filing the inside of the irons may allow for 21mm if the stock has enough 'Meat' - others don't, so the irons could be cut off and re-glued to create space. 3.)Mayner and KMCE on this forum are producing some kits, have a look at posts in this link;- 4.) That's a lot of work for starting out, especially the chassis mods for 21mm - Worsley Works do a body scratch aid for the jeep but needs a lot of input from the builder! Eoin
-
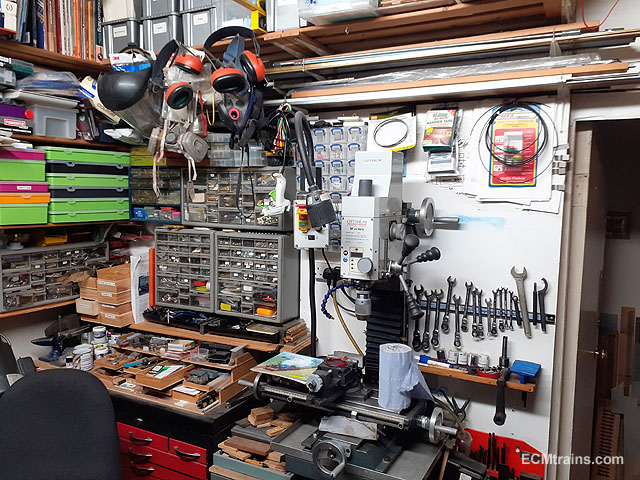
Yes I do the same, a lot of my tools are mounted on an MDF board which are clamped down like your photo above. I use ujktechnology.co.uk T slots and clamping system on the low workbench which takes most of these mounted tools. Eoin
-
'Shelving' that's my main problem in the workshop, none left! Other tools and equipment are stored in the attic and the 'Coal Shed' both full to the brim! Hence the need for a 'Shelving Shed' Eoin.
-
Excellent, I have another shed happening as well as the 'Lathe Shed' I'll post up a few photos soon- this one is a timber 2.4x1.2m shed taken from my brother's place and am using it for shelving storage to keep the Lathe Shed as clear as possible. Eoin.
-
The shed arrived last weekend Next will be insulation inside all-round, timber roof and wall sheeting, electrics, and move in......... Eoin.
-
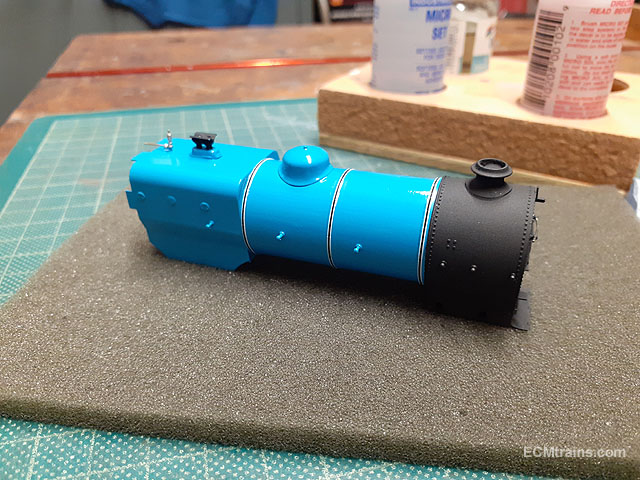
Decals going on- this is not for the faint-hearted or anyone with a pacemaker! The kits decals have some very fine lining and the sheet supplied with the kit had damage, so I sprayed some lacquer over them to try and hold it together. I also ordered a new sheet should disaster happen- and it did! 3 coats of satin lacquer applied. Started on the boiler first, strips of the lining were cut from the sheet and applied by wrapping the decal on the backing paper around the boiler, then applying water with a paint brush, encouraging the decal to slide off onto the raised boiler detail. The decals still broke up but with patiences I could get the bits to line up, overlaying small cut strips on top of the bad bits also works. The cab sides and the valance decals were cut into sections and applied, these will need some touching up. Same again on the buffer beam. I'm still waiting for issue of the valance decal sheet, described above some time back, to finish the back-end of the valance. This lining is tiny and brakes up into many bits! A few more bits to go....... Eoin.
-
I would use 2mm piano wire, as the drive gears need to be glued onto the new axles with Locktite- Locktite works best on steel rather than on brass. Eoin
-
Happy Birthday Wrennie Lots of Love, Eoin
-

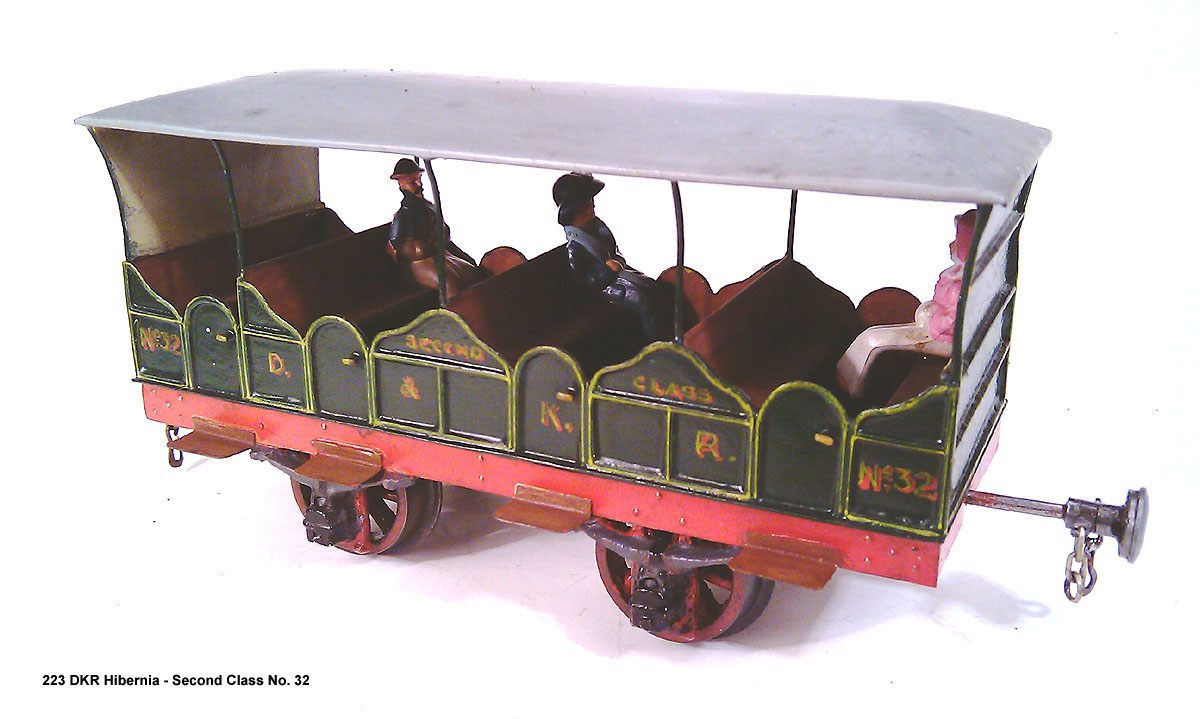
Two Axel Coaches in Ireland?
murrayec replied to Auto-Train Original's topic in Photos & Videos of the Prototype
Mr Fry's Dublin & Kingstown Railway 2 axle models;- Eoin.
-
@Dave Dawes You will have to replace the axles, the 141's axles are flush with the face of the wheels for 16mm track You may be able to push the wheels out on the existing axles- they will be overhanging though! Eoin
-
It came by truck and we had to bucket it in, up six steps to the patio level. Hard work but I had help. Eoin.
-
A bit of progress on the Myford project;- A very nice man has donated a metal shed for this project, I'm doing a reciprocal service for him. He insisted on providing a metal shed rather than using the wood I bought last year to do it. This is the type, but mine will have a double leaf door. After cutting out more of the bank around the patio we installed a type of retaining wall, consisting of pre-cast concrete fencing system to stop the clay falling against the shed walls. The long posts will allow for installing handrails to the ramp and steps- that at a later stage. DPM & 100mm floor insulation was laid on top of the patio slabs and timber shuttering was constructed for pouring a 100mm thick concrete floor slab. The concrete floor was poured last week, it was very hard to get a smooth surface finish because of limited access due to the retaining walls, so some remedial work is required- a floor levelling screed may be used after the shed is installed. The shed is due in a week or two? .......and yes, there will be some form of layout installed around the walls, Gauge O & 1 test tracks! Eoin
-
November Fair Date;-
-
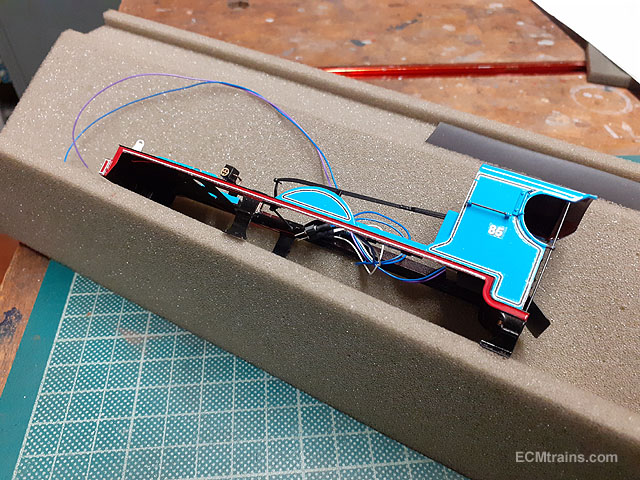
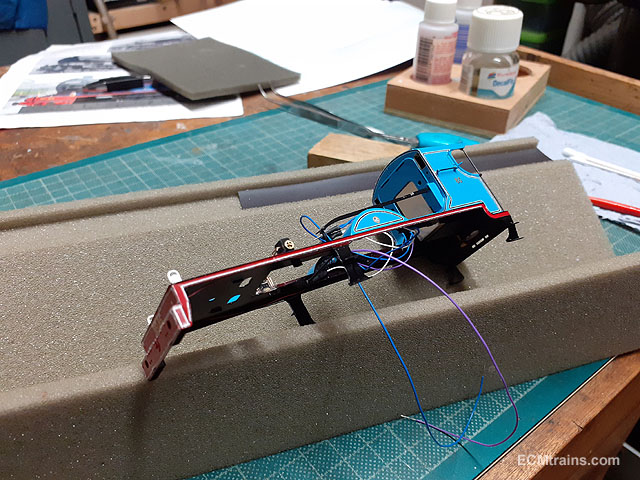
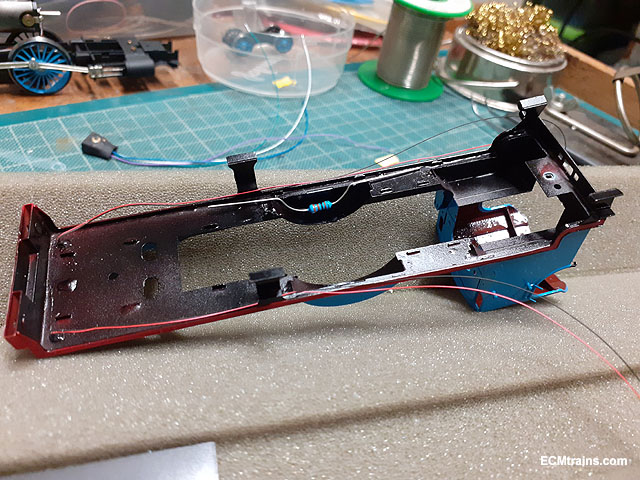
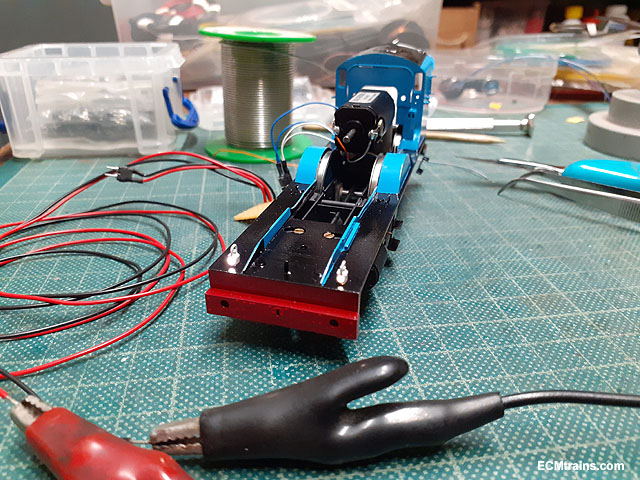
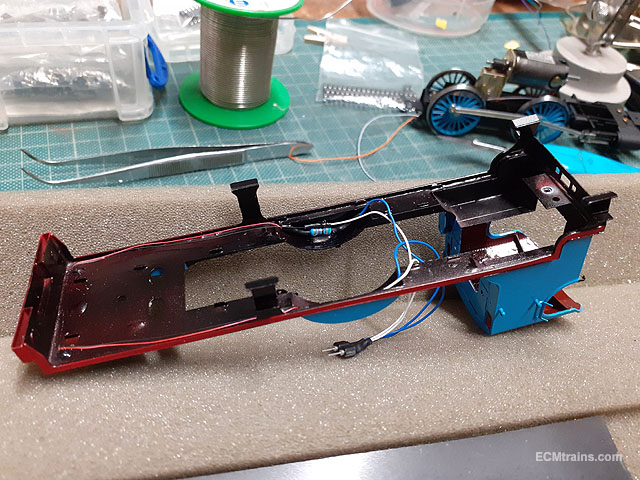
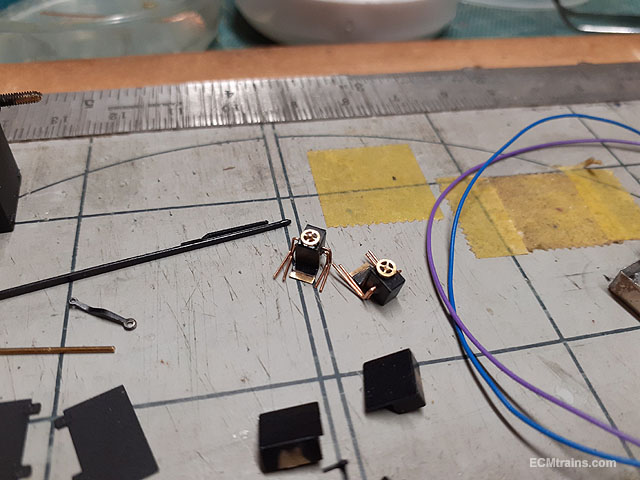
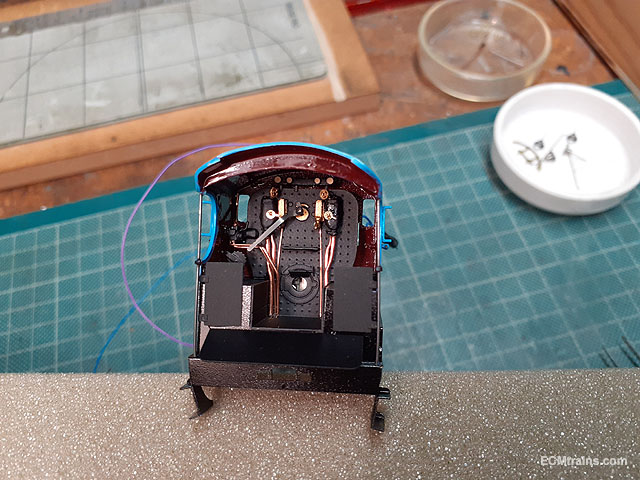
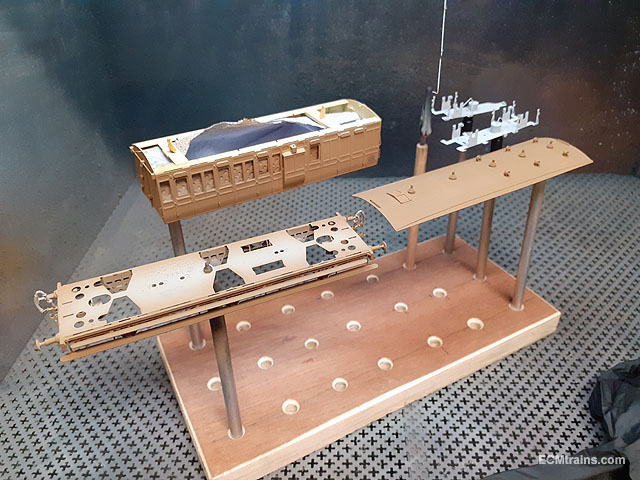
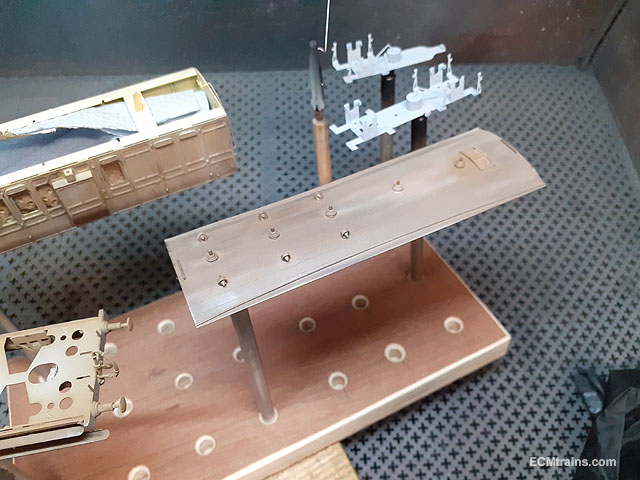
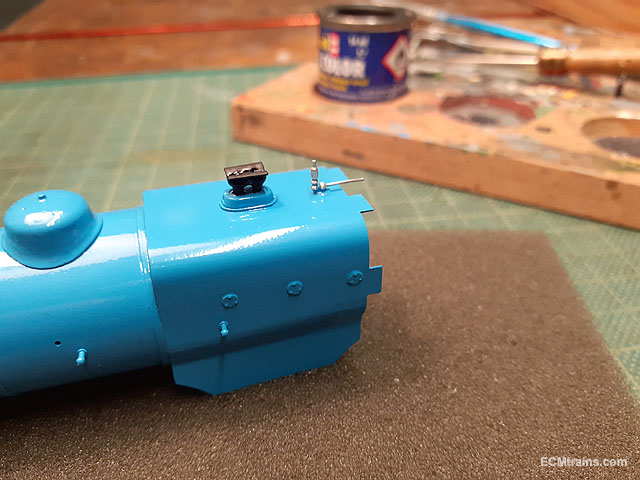
Setting up a wiring loom so that the body can be removed from the loco chassis in the future. With the LEDs epoxied into the lamp bodies its time to glue them to the running plate. Working out the wiring- I'm going to install the LED resistors in the splashers! Lights wired up. Testing. Time to install cab and running plate bits. The oil pumps have .3mm PB wire pipes and hand wheels epoxied on. Regulator handle being acid blackened. Cab handrails too. All epoxied on........ Eoin.
-
A short video of J10 running on the Greystones Layout;- Eoin
- 165 replies
-
- 12
-

-
GSWR/GSR/CIE Six-Wheeled Coaches - ECMbuild in Gauge OO
murrayec replied to murrayec's topic in ECM Model Trains
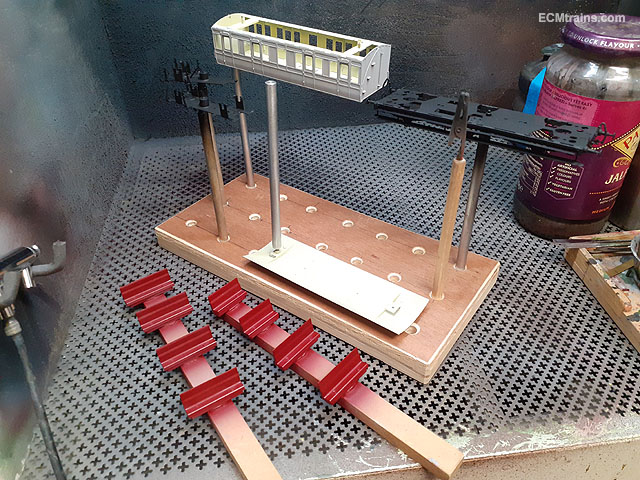
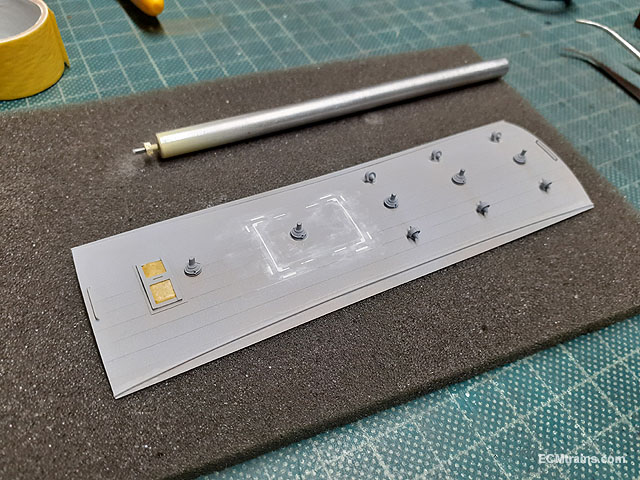
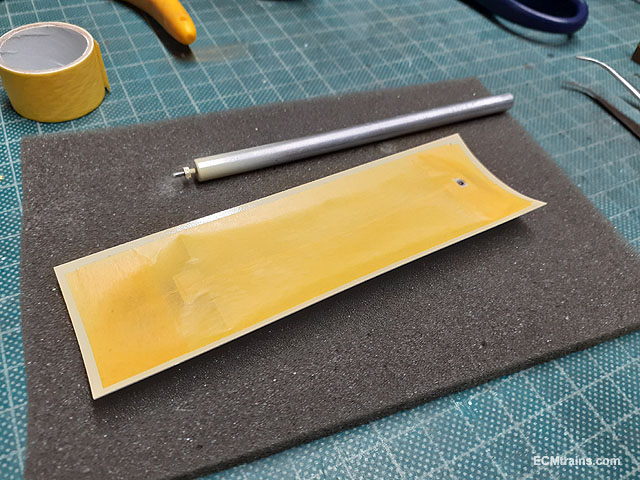
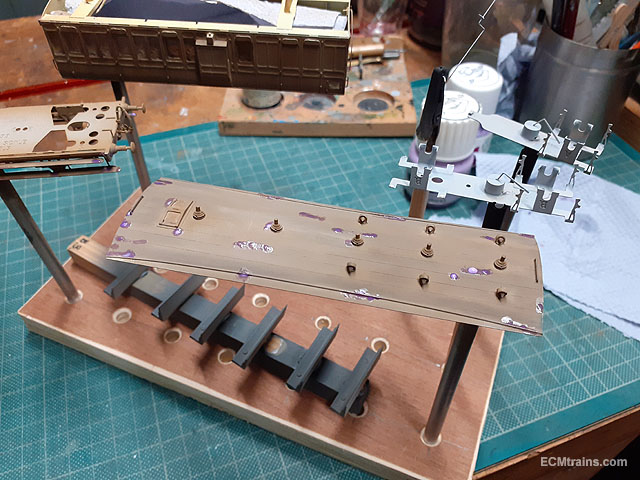
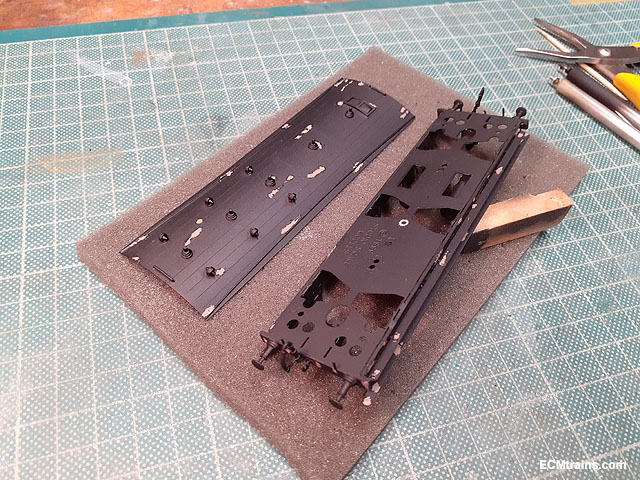
After a small little accident (not going to discuss here) we'r now back on track;- All the kits have had their interiors, partitions, seats, roof, chassis, and bogies painted. Some final filling on the brake/3rd roof where the birdcage was not installed. After the interior was painted cream the roof underside was masked off to paint the topside satin black. The black finish returns around the edge to the underside as the roof has a slight overhang over the body sides! This coach will be the worst kept of the 4 so a light wood brown under coat was used to simulate wood. Some weathering was was applied to give a bit of variation to the wood. Then lumps of maskol were applied to do the paint rip thing on the roof and the chassis. The body will be done later as the green paint is applied. Satin black top coat applied and Maskol removed, more weathering will be done later to complete the buzz. Just about to start the green........ Eoin
- 68 replies
-
- 11
-
-
-
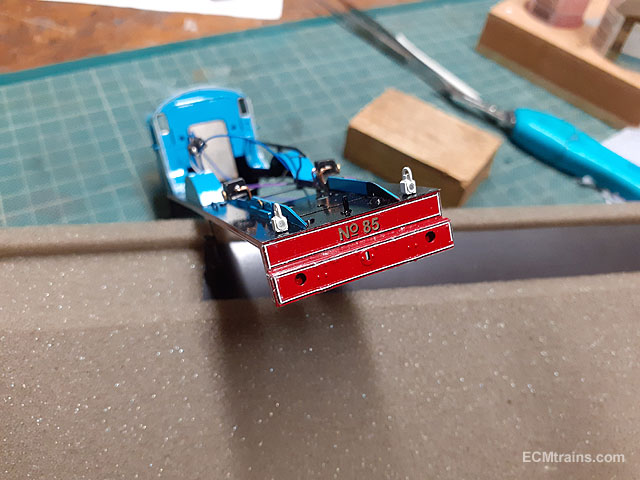
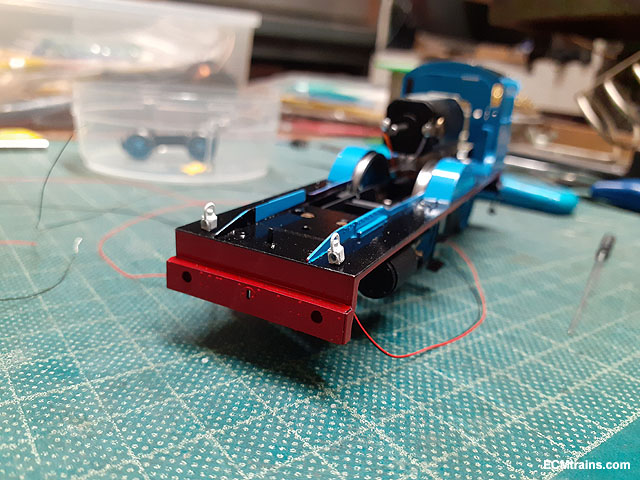
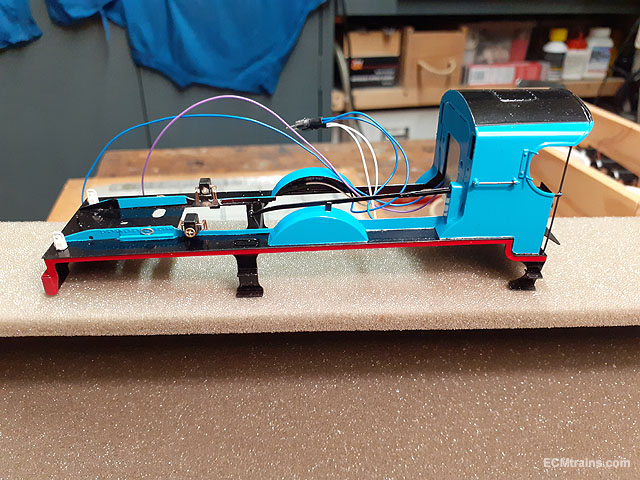
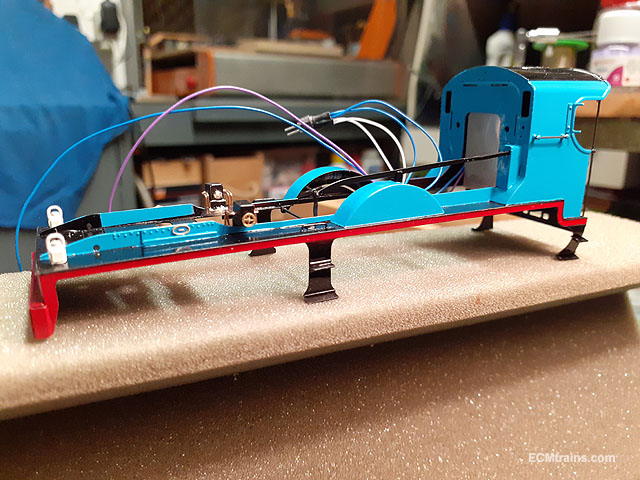
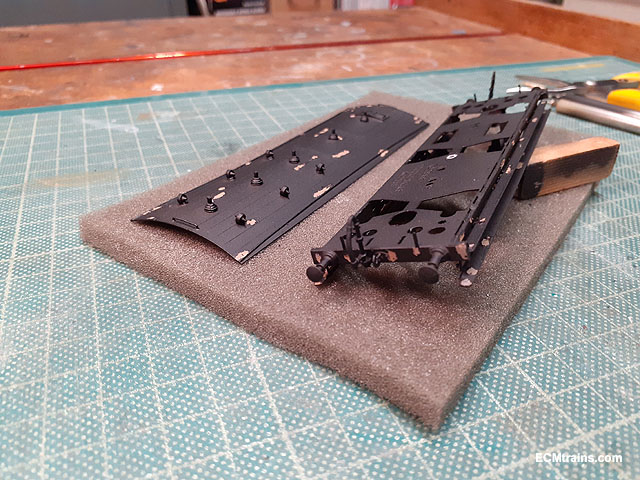
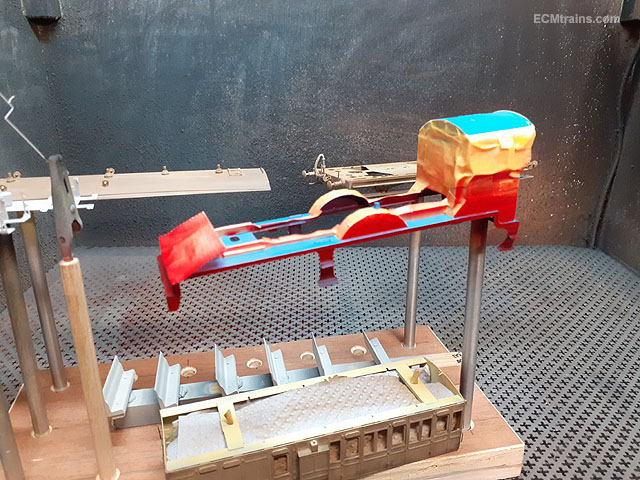
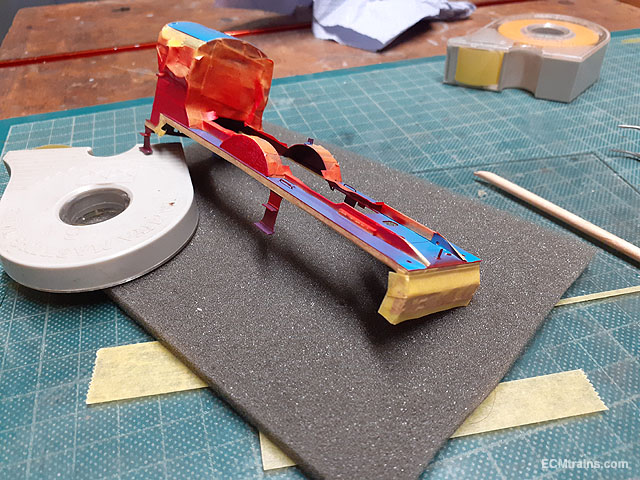
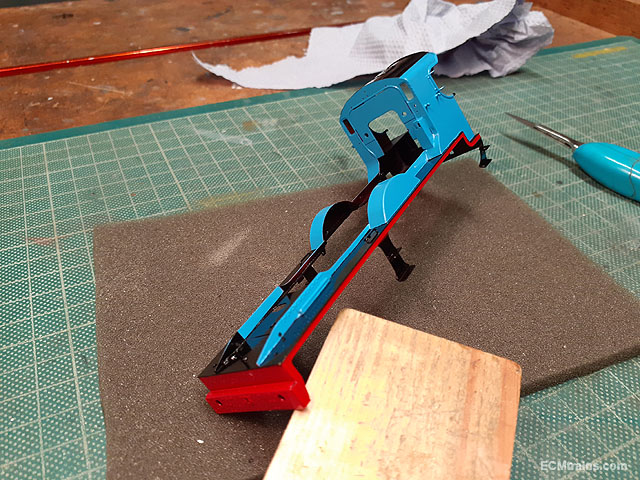
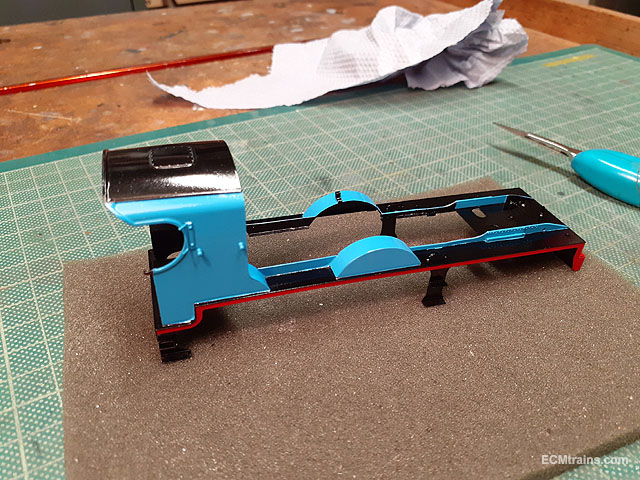
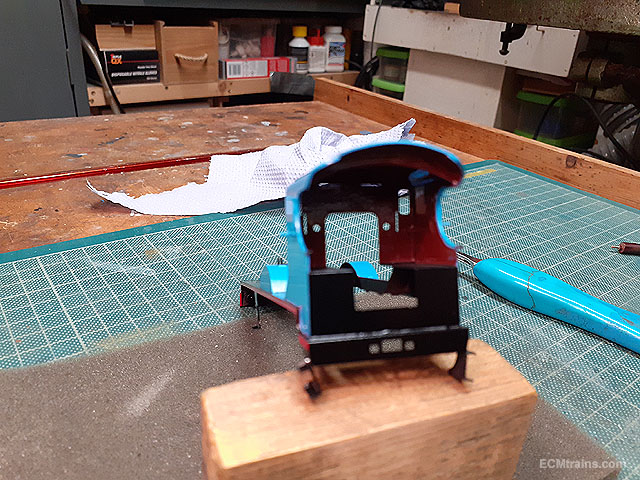
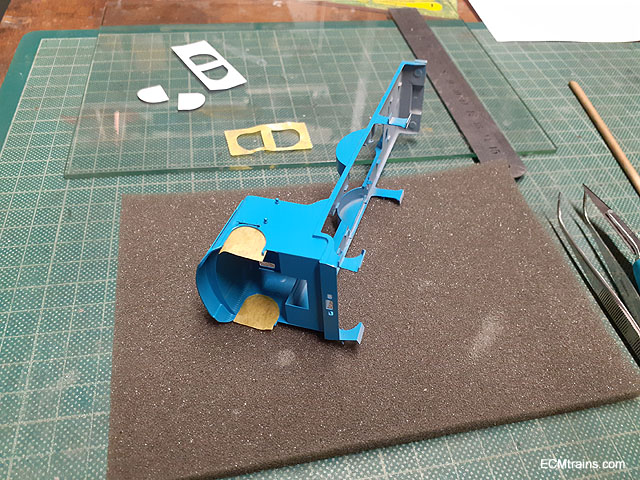
Masked off and painting the read buffer beam & valance. Masking off the red and blue to paint the cab roof, the running plate, and the underside satin black. Black done. Cab painting complete- out of focus! The tender chassis assembled with electrical pick-up installed and the outer frames have the springs epoxied on. Looking good. Smoke box door straps masked off while removing paint from the straps with a fibre brush. Done. Safety valves and steam deflector are painted black. And the whistle had the blue paint removed back to brass. Eoin
-
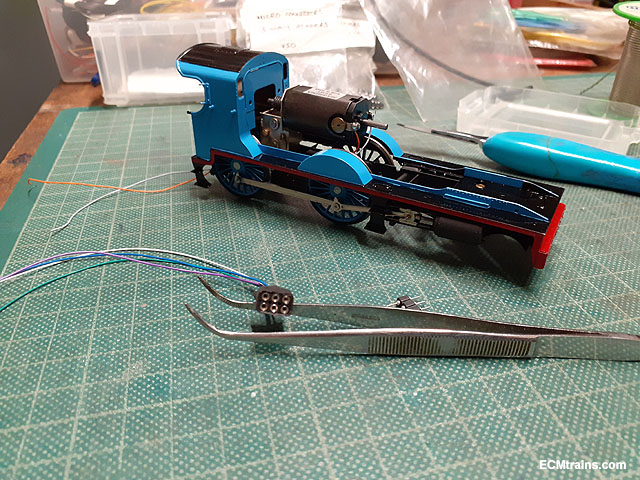
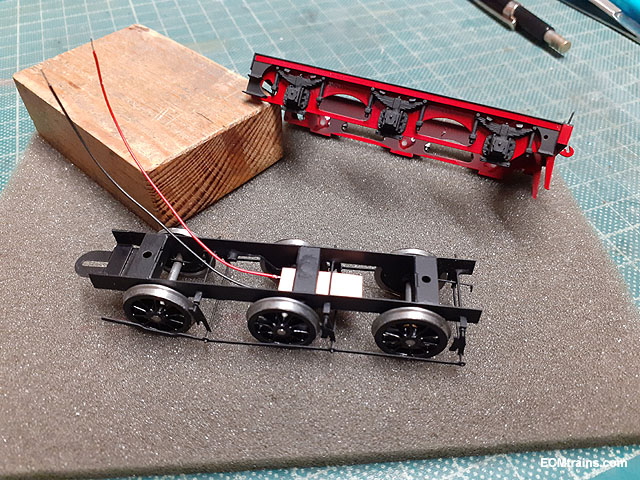
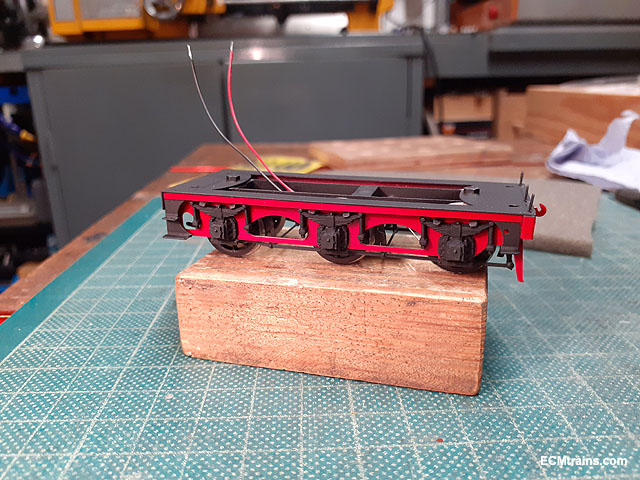
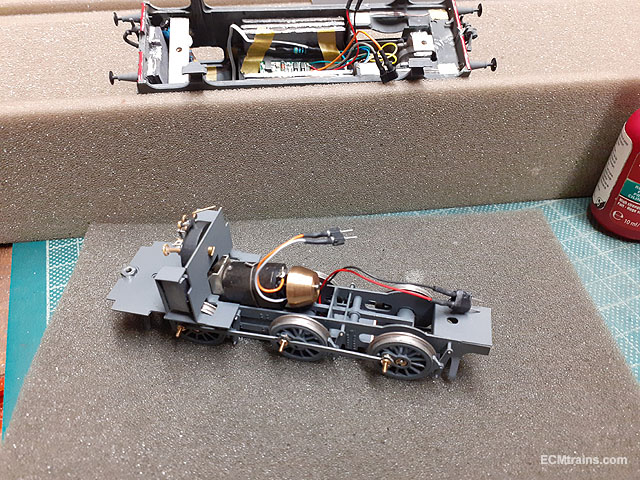
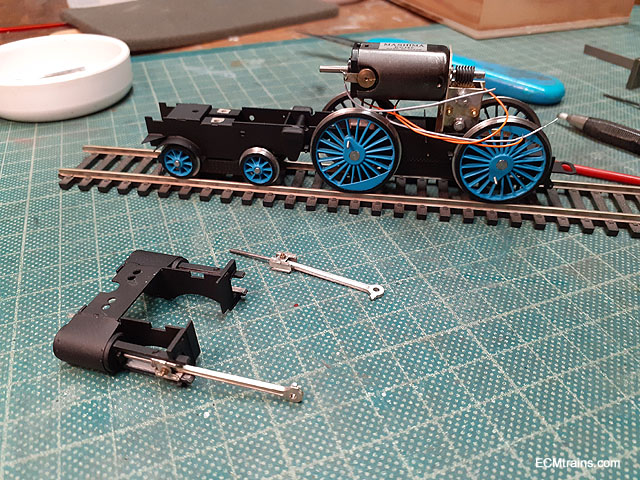
I eventually came up with a plan for the chip location, as seen above. The body can be disconnected from the chassis by mini connectors if needed. With the body on and those crank-pins trimmed it ran fine on the test track. This completes the chassis build- eventually! I will take some video on it's home layout and post it up here when done Complete! Eoin
-
Wheeltappers do a version of the 071 sounds based on the ESU chip, if one is going to use the Locprogrammer it is best to stick with compatable sound chips- ESU, the Zimo chip system has it's own programmer and most likely it's own convention for programming so may not be compatable with the Locprogrammer. Most sound chip manufacturs have their own programming systems and are not cross compatable? The Wheeltapper's chip is £133.00 and would be the best starting point if going for ESU, the chip is already programmed so that helps. The pitch of the sound is mainly down to the type of speaker or speakers used, big base speakers are best but will require more fettling to the model........ Eoin
-
until
-
The October Fair Date. Please note that the Fair closing time is at 1.00pm now.
-
How are Murphy Models Craven Coach Windows held in place?
murrayec replied to kevin_gal's question in Questions & Answers
@kevin_gal Craven glazing is heald in by the lugs in the ceiling and the flush glazing design, when the coach is assembled the floor locks into the glazing to hold it in place. If the glazing is falling out of place while trying to fit the floor and chassis- a small dab of non bluming cyano glue on each end will hold it in place. Eoin -
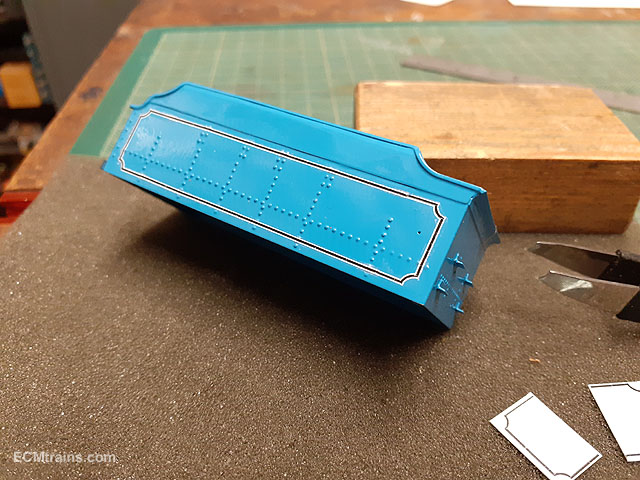
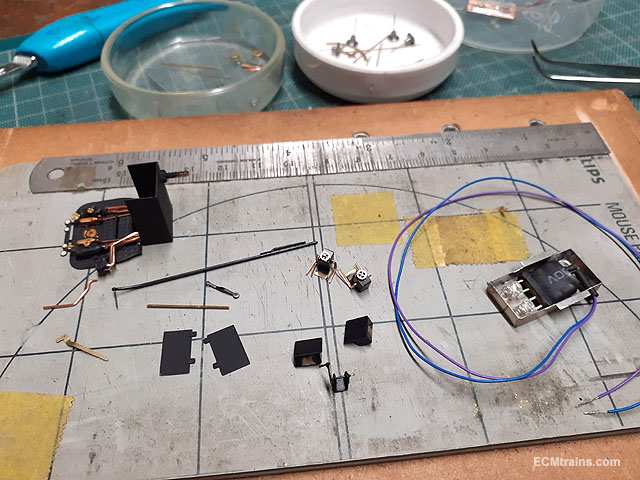
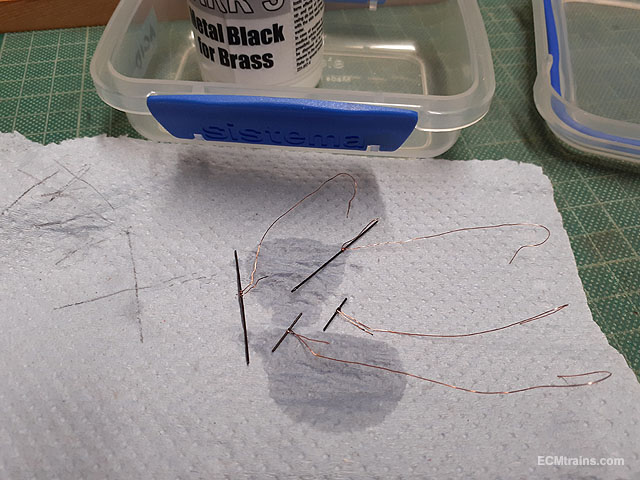
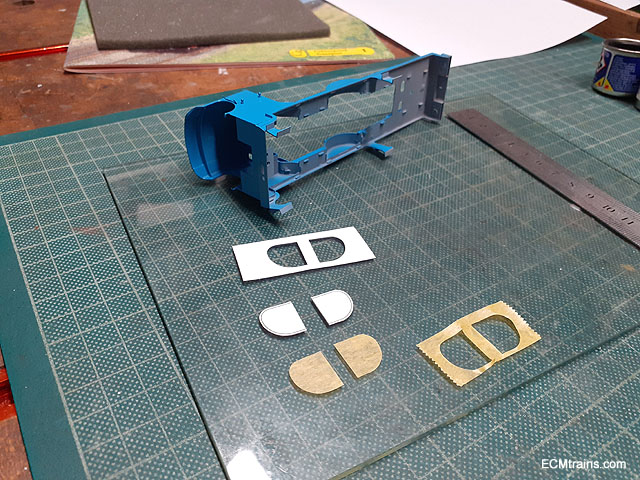
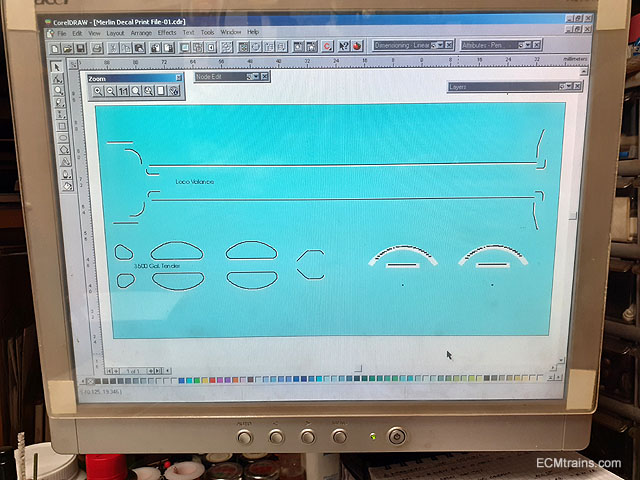
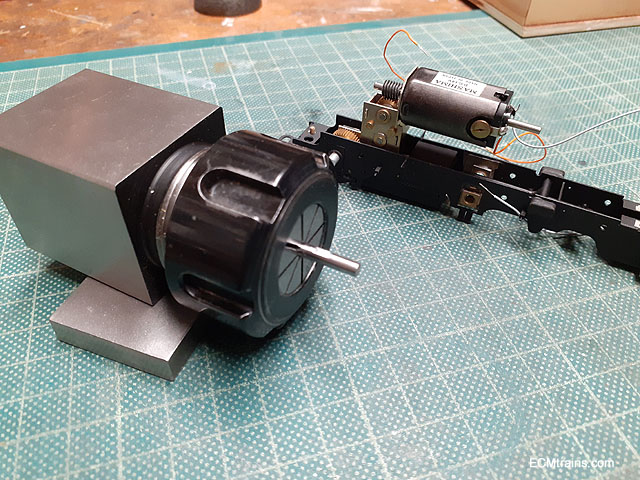
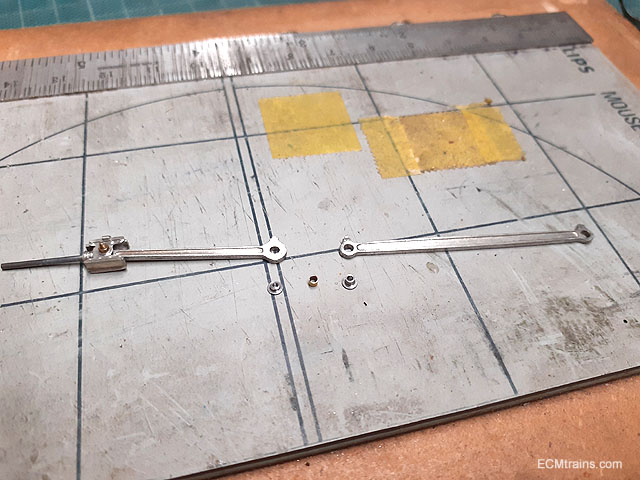
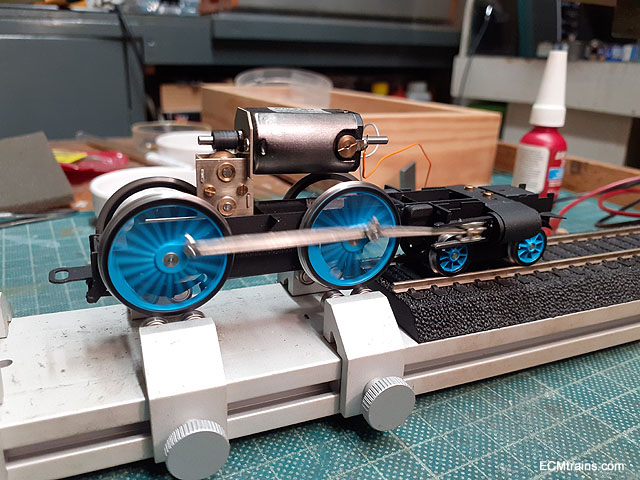
well, more technology problems- after the phone memory wiped it's self, my workshop/internet computer's power supply decided to follow suit with the phone and go up in smoke! It's an oldish machine but luckly I found a man that could source a replacement power supply. I lost a few photos of the work on this kit, not very important stuff- just masking for the black painting and the chassis assembly. Satin black done on tender body and the loco smokebox. These are cab internal masking bits for painting the cab interior. The cab interior is painted a red/brown but the cab side beading is blue on the inside so these masks should aid doing that. When I went to the kits decal sheet for the tender chassis lining- there was none! I then noticed there was'nt any for the loco valance also! So I prepared artwork to have them printed and awaiting return. Do you like my Windows 2000 setup..... Gearbox drive axle with flat milled for grub screw seat. Chassis wheeled up and quartered. The crosshead slide bars needed a bit of fettling- removing the paint to get smooth running. The crankpin set supplied with the kit did not have long bearings to take the coupling and connecting rods on the one pin, a small bit of brass tube was used temporary until I find long enough bearings. The connecting rods were bent a little at the boss end as the rods are at an angle out to the crosshead, the bend keeps everything straight on the crankpin bearing. Motion gear up n running smoothly under power. Eoi.
-
until