murrayec
-
Posts
2,737 -
Joined
-
Last visited
-
Days Won
70
Content Type
Profiles
Forums
Events
Gallery
Blogs
Community Map
Everything posted by murrayec
-
The September Fair Date;-

-

Where do you get your etched works / loco nameplates from?
murrayec replied to Jamie Davis's topic in Irish Models
You can add sodium hydroxide to brake it down into a liquid of a low pH and a sludge, the liquid can be disposed of in the drain and the sludge has to go to the local authority hazardous waste bin. Thats the other thing doing home etching- one is using hazardous stuff, also the etching process gives off hydrogen gas, not huge amounts but best to have a window open! Eoin -
Where do you get your etched works / loco nameplates from?
murrayec replied to Jamie Davis's topic in Irish Models
For one or two off items it is best to go to a suppler, there is a steep learning curve to home etching and it takes a lot of trial n error to get it right. This publication is a great introduction;- Most of the materials are inexpensive, except for the UV light box which is required for exposing/transferring the artwork to the resist on the metal to be etched. If one is considering this, stay away from the spray on resist available in the electronic stores which is rather hard to control. Using a film like 'Puretch' is far better and will help to keep your sanity! Eoin
-
The August Fair Date;-
-
until
-
It's here:- https://irishrailwaymodeller.com/resources/proto_drawings/
-
until
-
July's Fair Date;-
-
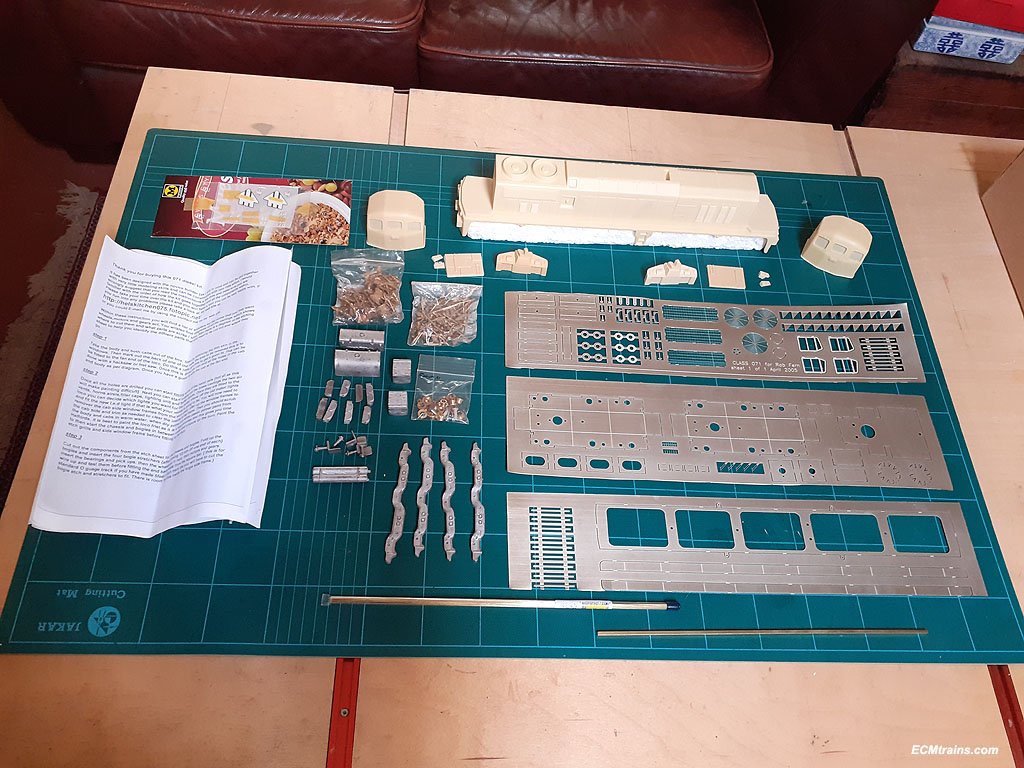
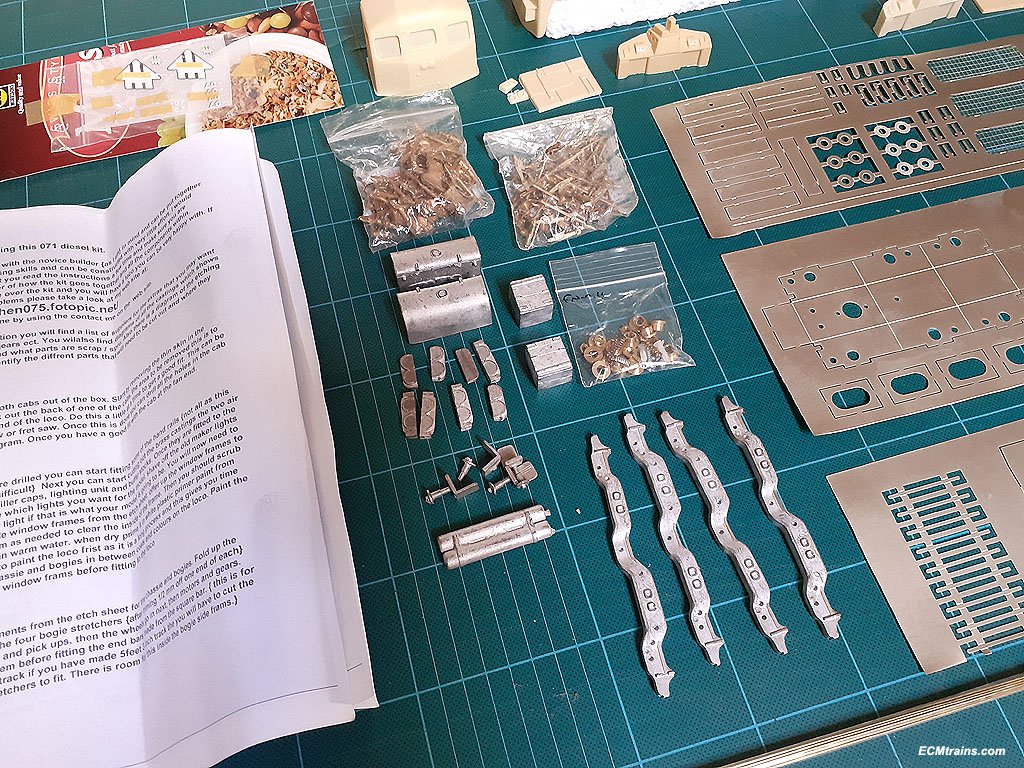
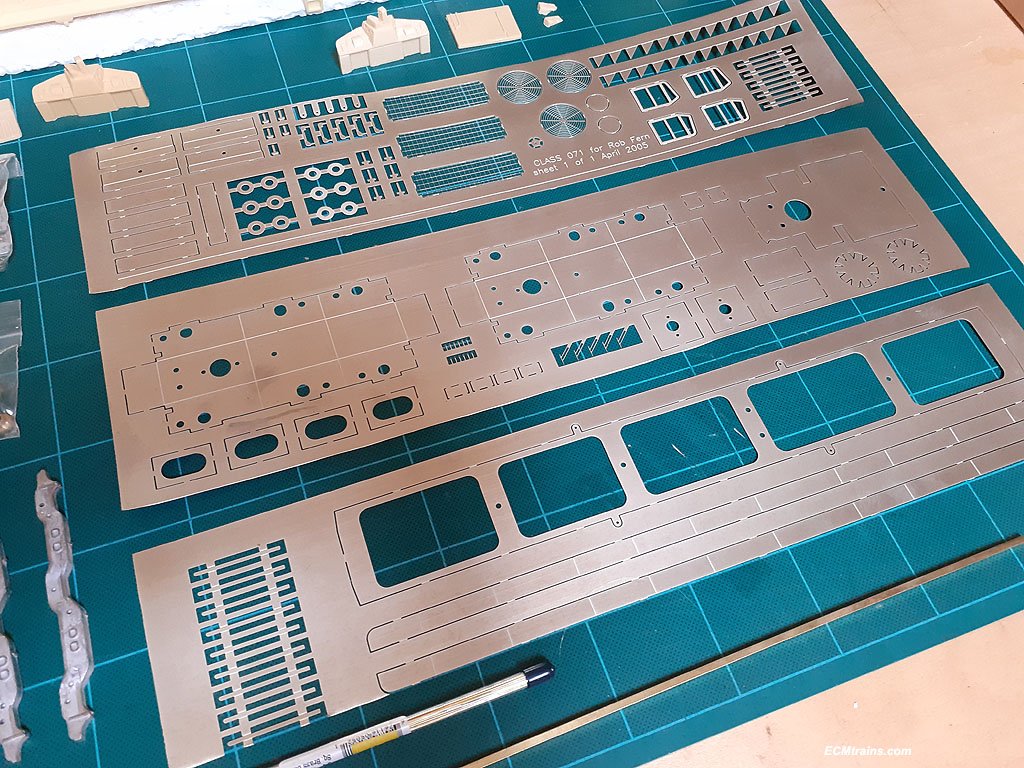
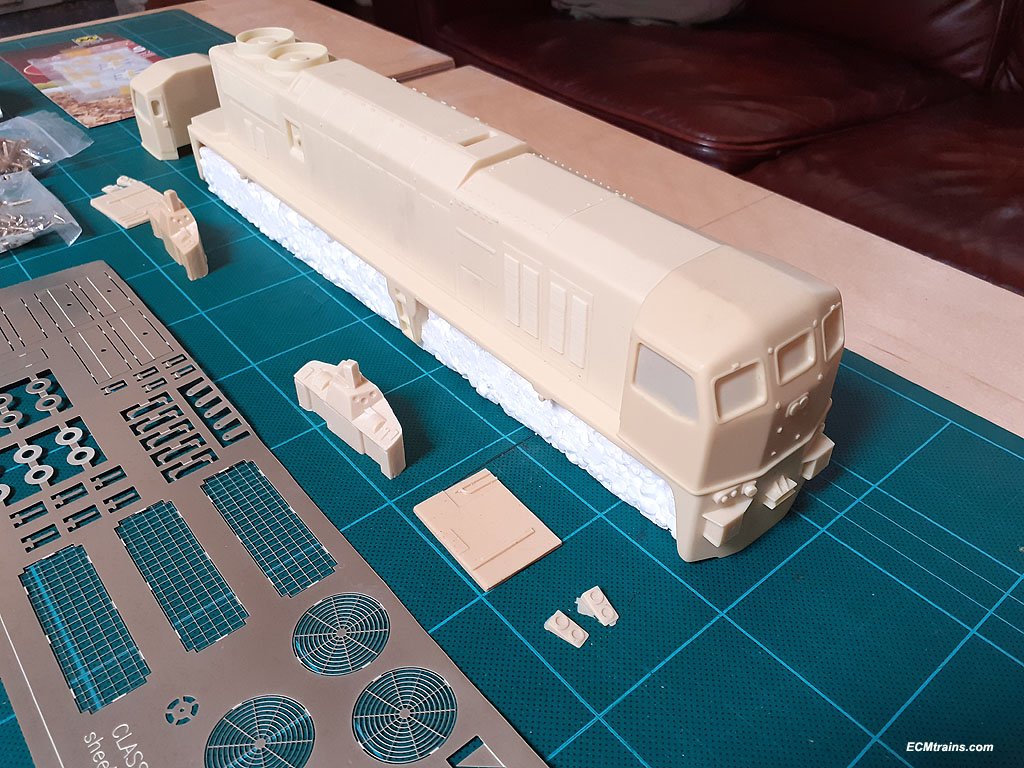
It's a solder up job, parts from the etch sheets, the bottom sheet in the above photos is the main chassis frame, bogies frames are also on the etch sheets. Eoin.
-
Purchased many years ago when they were offered, discussed many times over the intervening years and now, and now!.......... Eoin
-
It's just unreal, poor girl
- 1 reply
-
- 5
-

-

-
I'm assisting a chap to build one of these kits, thought I'd throw up a few photos here as wrennie's photos above, have disappeared;- Eoin
-
until
-
June's Fair Date;-
-
These chaps may have an 071 in the future, they posted a thread on here some time back https://shop.bowatersmodels.co.uk/collections/coras-iompair-eireann Eoin
-
071 was made by Hells Kitchen models in Wolverhampton, yes, I think about 10 kits were built? might have been more but limited! Resin body and etched brass chassis n bogies Eoin
-
Old Goods Wagons with Center Roof Canvas?
murrayec replied to Auto-Train Original's topic in Irish Models
In the workshop for repair;- SSM kit with extra detailing built by KMCE Eoin
-
until
-
May's Fair Date:-
-
@murphaph Their made up by myself Eoin
-
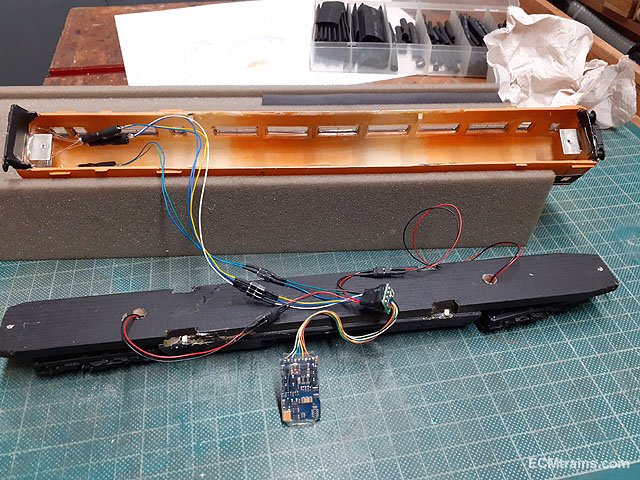
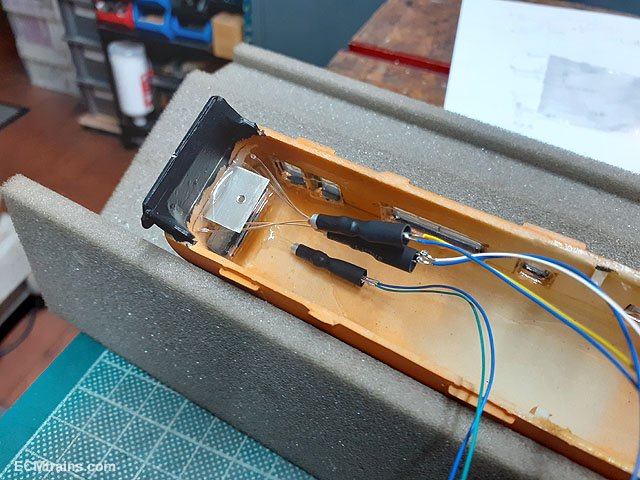
If this unit has been put together in usual SF manner, the body is glued to the chassis. Usually done with impact or UHU adhesives, so out with the scalpel and cocktail ticks to open it up- insert the scalpel in the join of body and chassis and carefully slide it along to try and cut the glue, as you proceed insert the sticks behind the blade as you move along. You may find molded parts in the join on the body side which will hinder the blade- their push-pull unit had four of these, 2 on each side, force will break these so go carefully....... You can see the broken moldings on the chassis edge here on the DVR I installed a NS angle at each end of the body with a captive nut soldered in, to screw the chassis back on, allowing for easy opening up in the future. Eoin
-
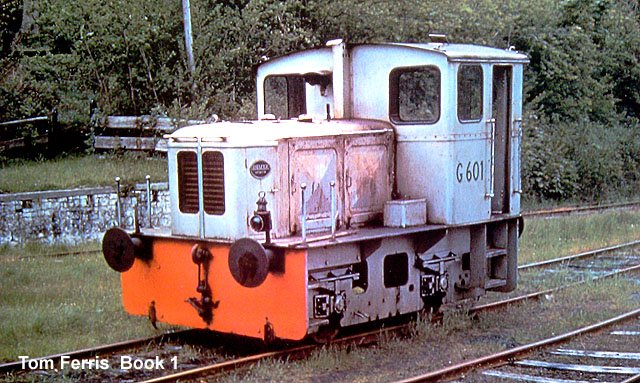
???? This is how I would push/adjust that photo. The photo is low resolution, better results can be achieved with higher resolution files. Eoin
-
Same here, my impression from this image was pale, pale blue!!